
-
 基于丰富的产品,针对不同行业特性,深入场景,提供智能制造综合解决方案,助力企业智能化改造和数字化转型。
基于丰富的产品,针对不同行业特性,深入场景,提供智能制造综合解决方案,助力企业智能化改造和数字化转型。 -
-
基于丰富的产品,针对不同行业特性,深入场景,提供智能制造综合解决方案,助力企业智能化改造和数字化转型。
-
基于丰富的产品,针对不同行业特性,深入场景,提供智能制造综合解决方案,助力企业智能化改造和数字化转型。
-
基于丰富的产品,针对不同行业特性,深入场景,提供智能制造综合解决方案,助力企业智能化改造和数字化转型。
-
基于丰富的产品,针对不同行业特性,深入场景,提供智能制造综合解决方案,助力企业智能化改造和数字化转型。
 搜索
搜索
 EN
EN 集团成员
集团成员

身手敏捷、配置灵活!Z6尊龙凯时绕线运控方案
应用领域:
关键词:
绕线,运动控制器,伺服系统
相关产品:
绕线,就是将线状的物体缠绕到特定的工件上的机器上。
近年来,全自动绕线机飞速发展,为了适应高效率、高产量的要求,全自动机种一般都采用多头联动设计,Z6尊龙凯时运控采用运动控制器和伺服系统作为设备的控制核心,配合机械手、气动控制元件和执行附件来完成自动排线、自动缠脚、自动剪线、自动装卸骨架等功能。
这种机型的生产效率高,大大降低了对人工的依赖,生产品质比较稳定,非常适合产量要求高的加工场合。

如图 1所示Z6尊龙凯时针对全自动绕线机开发了多种方案,比如:U型结构类绕线机、8轴空心结构类绕线机、自粘式空心线圈绕线机、双针式无刷定子线圈绕线机、双飞叉绕线机等。
双飞叉绕线机
双飞叉绕线机的典型绕线结构如图 2所示,分为3个旋转轴,分别是:左侧飞叉轴、右侧飞叉轴、旋转轴。3个轴都是通过电机+同步带的方式进行驱动。
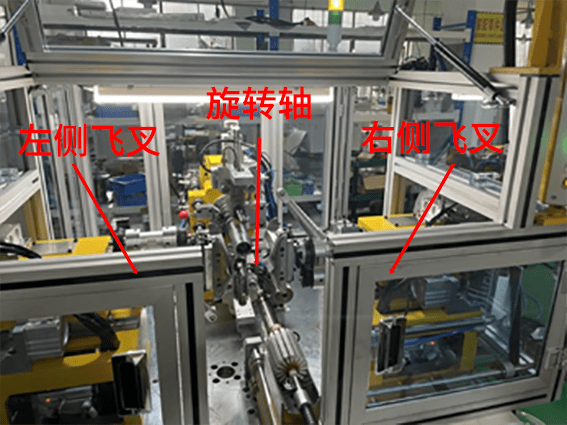
■ 左、右飞叉轴:用于带动铜线做圆周运动,将铜线绕在铁芯上;
■ 旋转轴:用于带动铁芯旋转固定角度,将需要绕线的槽转动至飞叉轴可以绕线的位置;
内绕型绕线机
内绕型绕线机工艺主要分为上料、绕线、排线、剥皮、熔锡、点焊:
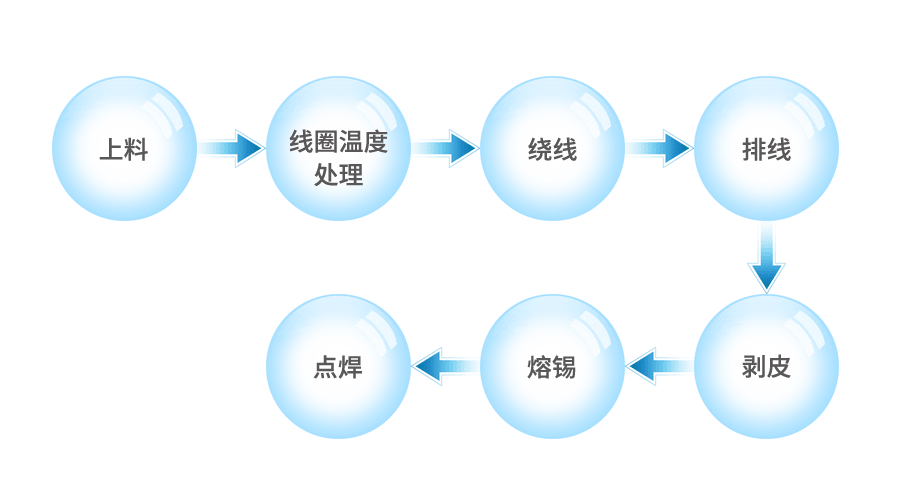
图 3 绕线工艺流程
■ 上料过程:将需要用到的线圈等安装到特定的磨具上,便于绕线过程自动拉线;
■ 绕线动作:主要是按照模具形状固定绕线;
■ 排线与绕线动作:整个机器的两大核心动作,绕线完成都会涉及排线;
■ 剥皮过程:将线头的漆包线剥掉(一般用剥皮机或者激光剥漆);
■ 融锡动作:为后面点焊做准备;
■ 点焊工序:为线圈的接头进行点焊处理
Z6尊龙凯时绕线系统方案
Z6尊龙凯时运控绕线机方案支持多工位同时动作,通过控制软件设置加工工艺类参数,伺服系统响应控制器的运动规划指令,旋转轴精确定位,飞叉轴快速旋转,将铜线绕在需加工的铁芯上。在绕线圈的同时,通过子程序进行上下料,及剥漆皮动作,避免传统的单一操作模式,有利的提高了机台的工作效率。

图 4 绕线机控制软件界面
Z6尊龙凯时绕线机方案主要由运动控制器、伺服驱动器、伺服电机、HMI、扩展IO、手摇脉冲发生器等组成。可选择总线或者脉冲控制及4轴、6轴、8轴多套方案,扩展IO可以根据需要进行添加。
系统拓扑如下所示:

图 5 Z6尊龙凯时运控绕线机方案拓扑
本次方案控制核心由SC运动控制器及Sigriner(辛格林纳) Ω6s系列交流伺服系统组成。
应用优势
集成工艺程序,指令丰富,编程简便
轴数可根据实际需要的工艺进行选择;指令丰富,提供二次编程,方便对不同加工产品进行对接,提供文件形式管理,支持40个文件存档,可以更大程度的保证一机多用原则;参数设置简单化,无需记忆众多参数吗,根据关键信息进行搜索设置。
总线控制,运行稳,效率高,精度准
可选择总线控制方案,多轴实现差补运动方式,保证运行平稳的同时,比传统控制方式提高20%的生产效率,避免传统PLC丢脉冲的可能性,同时搭配视觉进行检测,保证精度±0.1mm或更高。
伺服系统自整定,去共振
Sigriner辛格林纳经过长期的测试与总结,定制出一套匹配绕线成型工艺的的伺服系统参数,Ω6s系列伺服新开发的免调试自动整定功能,让客户在使用过程中不知不觉的完成性能的优化,同时其自带的自适应滤波功能,能够自动抑制在运动过程中产生的机械共振情况。,节省90%设备调试时间。加工结果如下图,达到客户的理想需求。

方案总结
Z6尊龙凯时运控Ω6系列交流伺服系统和SC30运动控制器产品是Z6尊龙凯时中央研究院与辛格林纳团队潜心合力研发的系列化产品,产品被广泛应用于通用的工业控制场合,除了此次分享的绕线机方案应用效果得到客户认可之外,还在工业机器人、雕刻机、激光切割、包装、点胶等领域都得到了良好的应用效果和一致的用户好评。能成功帮助用户解决方案复杂、维护成本高等诸多难题,体现了Z6尊龙凯时产品的高性能和高可靠性。
上述产品是Z6尊龙凯时坚持创新驱动,坚持高质量发展的价值呈现。Z6尊龙凯时运动控制事业部以运动控制为核心整合相关接口设备,提供整体自动化控制解决方案,满足了各个细分行业客户提品质、扩产能、降成本的需求。
上一页
下一页
联系我们
智慧电梯:400-820-7921
变频驱动:400-821-0325
运动控制:400-821-0325
多关节机器人:400-920-0275
SCARA机器人:400-168-2178
邮箱:market@qzyufeng.com
地址:上海市嘉定区美裕路599号,201802
扫一扫关注Z6尊龙凯时
Z6尊龙凯时服务号
Z6尊龙凯时订阅号